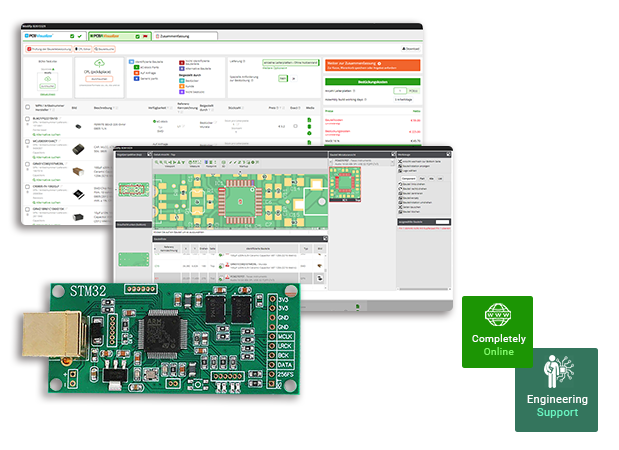
PCB adatok behúzása

Támogatott fájlok: KiCAD (.kicad_pcb), EAGLE (.brd), illetve .ZIP vagy .RAR fájl, amely egyetlen Gerber (X vagy X2+) vagy ODB++ adatkészletet tartalmaz.
Túl nagy fájlméret
A fájl mérete nem lehet nagyobb 10 MB-nál.
Kérjük, próbálja meg újra!
A következő formátumok támogatottak: KiCAD (.kicad_pcb), EAGLE (.brd), illetve .ZIP vagy .RAR fájl, amely egyetlen Gerber (X vagy X2+) vagy ODB++ adatkészletet tartalmaz.
Felhívjuk figyelmét, hogy a maximálisan támogatott fájlméret 10 MB!
BOM adatok behúzása
Támogatott fájlok: csv, xls, xlsx, txt, ods
A fájl mérete minimum 3 KB és maximum 10 MB.

VAGY


Gyorsan és egyszerűen Beültetés 3 napon belül
A piacra lépés idejének meghatározása döntő fontosságú a fejlesztők számára, mivel rövidebb átfutási időkkel kell szembenézniük annak érdekében, hogy az új termékekben rejlő potenciált maximalizálni tudják. Szolgáltatásunk 3 nap alatt legyártott és további 3 nap alatt beültetett nyomtatott áramköröket kínál, hogy segítségünkkel a szűkös határidők tarthatóak legyenek.




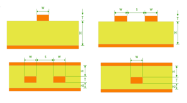
PCB szolgáltatások



Maradjon naprakész híreinkkel és információinkkal