
1. ábra. A tesztpanel
Nemrégiben bevezettük HDI pool szolgáltatásunkat, lehetővé téve 0.4 mm átlépéssel rendelkező BGA alkatrészeket tartalmazó nyomtatott áramköri lapok tervezését, amelyeket ezúttal is szereletlenül vagy beültetve rendelhetnek tőlünk ügyfeleink. A szolgáltatás kifejlesztése során különféle teszteket végeztünk annak biztosítására, hogy a gyártási folyamatunk minden lehetséges tervhez megfelelő legyen. Az alábbiakban ezekről a tesztekről lesz szó, melyek végül nemcsak a folyamatunkat validálták, de lenyűgöző képeket is szolgáltattak, amelyek egyedi betekintést nyújtanak a gyártásba.
Rétegfelépítés
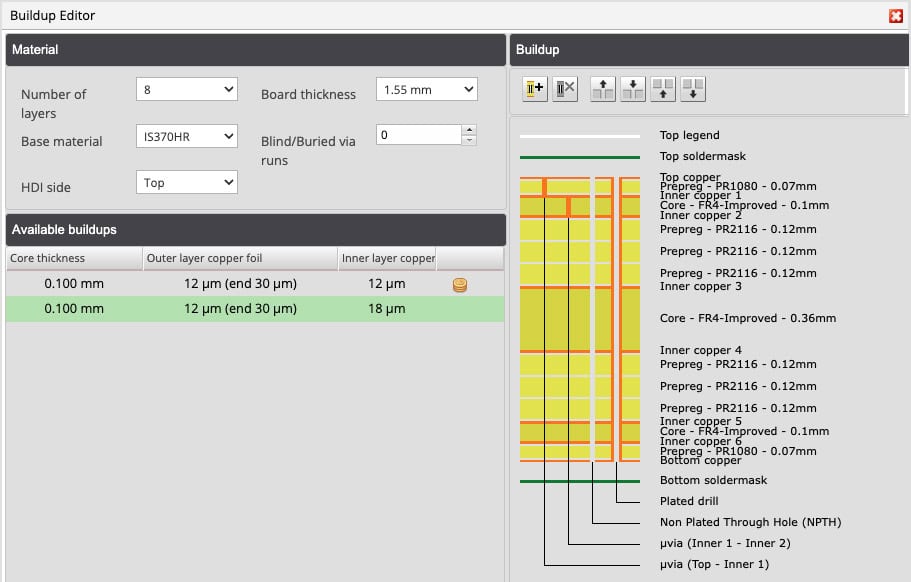
2. ábra. A HDI szolgáltatás 8 rétegű kialakítása
HDI pool szolgáltatásunkban jelenleg 0.1 mm átmérőjű mikroviák érhetők el az L1-L2 és az L2-L3 rétegek között (vagy alternatívaként az L6-L7 és az L7-L8 rétegek között) a 2. ábrán látható 8 rétegű felépítésben. A 3. ábrán látható keresztmetszeti képünk kiválóan bemutatja a lépcsőzetes (staggered) mikroviákkal kialakított rétegfelépítést. Az alábbi részletek figyelhetők meg a csiszolaton:
- Az L1-L2 szigetelőréteg kissé vékonyabb, mint az L2-L3, ahogyan az a 2. ábra rétegfelépítésén is látható
- Az L1-L2 mikroviák lézerrel vannak kialakítva, amit a rá jellemző enyhe kúposság is mutat. Ezeket a viákat a gyártási folyamat során rézzel töltjük fel.
- Az L2-L3 mikroviák mechanikusan fúrtak a magon keresztül és galvanizáltak. A rétegek préselése során a megszilárdult prepreg kitölti ezeket a furatokat.
- Az L1-L2 és L2-L3 mikroviák lépcsőzetesen vannak elhelyezve (nem támogatjuk a stacked mikroviákat). Előírás, hogy a furatok ne fedjék egymást – minimum 10 μm távolság.
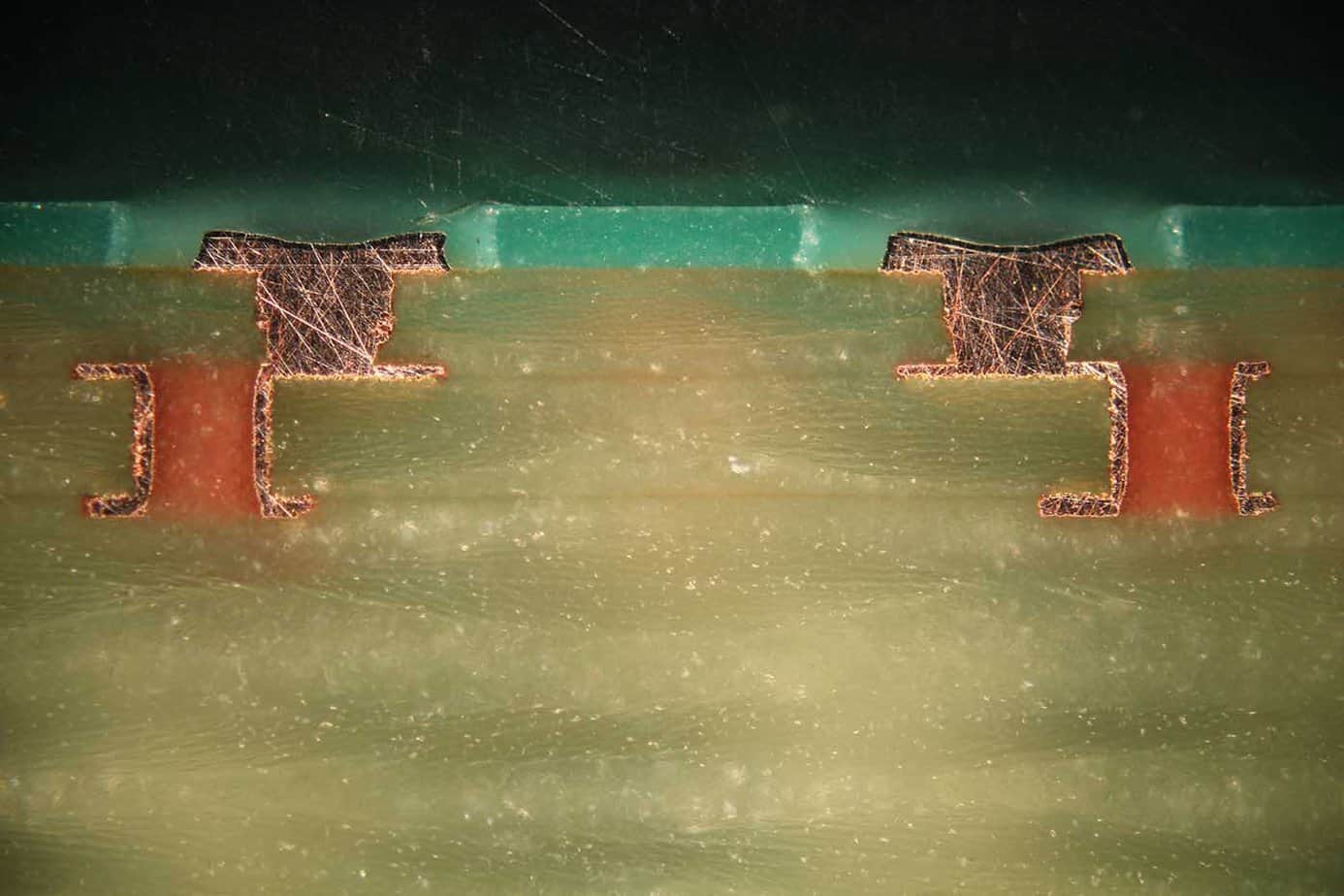
3. ábra. Az L1-L2 és L2-L3 mikroviák. Az L1-L2 mikroviák lézerrel lettek kialakítva és rézzel vannak feltöltve, míg az L2-L3 mikroviák mechanikusan fúrtak, galvanizáltak és a furatokat gyanta tölti ki.
Tesztek
A tesztpanelek hasonló folyamaton mentek keresztül, mint ahogyan megrendelőink munkáit is gyártjuk. A cél a forraszpaszta helyes felvitelének ellenőrzése, a gyártási hibák elkerülése és a hőciklusok hatásainak vizsgálata a reflow folyamat során.
A mikroviák szerkezetének alaposabb vizsgálata érdekében a 4. ábrán egy nagyobb kontrasztú verzió is megtekinthető az előbbi keresztmetszeti képből, ahol a réz és a szigetelő közötti határvonal jól látható. Ellenőrizhető, hogy a minimális rézvastagság rendelkezésre áll-e a furatokban, illetve van-e szakadás. (Kapcsolódó cikkünk: FR-4: Sokan használják, de kevesen ismerik igazán)
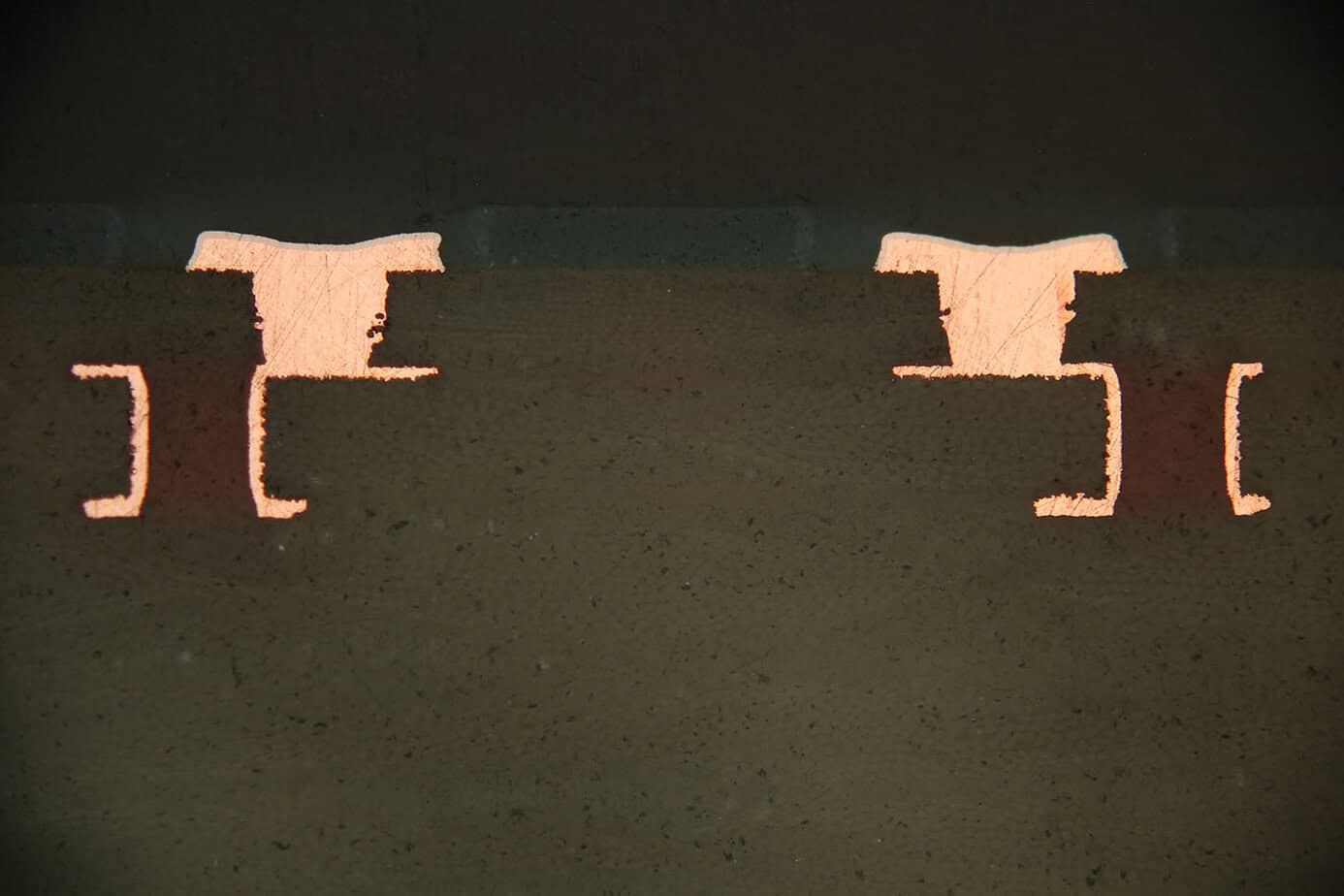
4. ábra. A 2. ábra nagyobb kontrasztú változata, amely megkönnyíti bizonyos hibák keresését.
Ezután nézzük meg magát a tervet, amelyet az 5. ábra mutat be. Középen a 0.4 mm osztású BGA látható, körülötte különböző más alkatrészekkel. A BGA részletesebb nézete a 6. ábrán tekinthető meg. Kérjük, hogy a cikk hátralévő részében használja referenciaként ezeket a képeket.
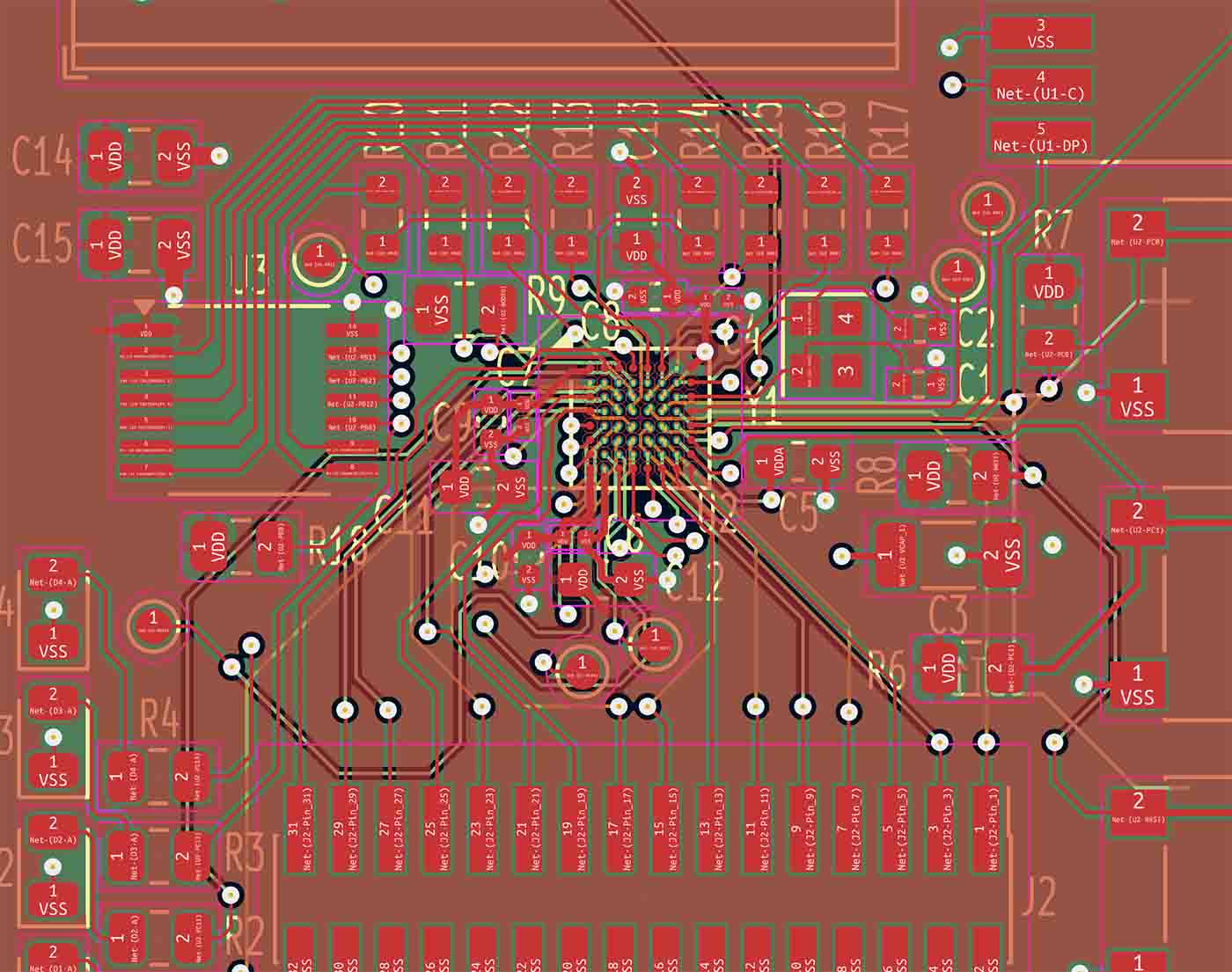
5. ábra. Az általunk tesztelt PCB releváns részlete (csak az első három réteg látható). A fehér körök a 0.15 mm-es átvezető furatok maradékgyűrűi.
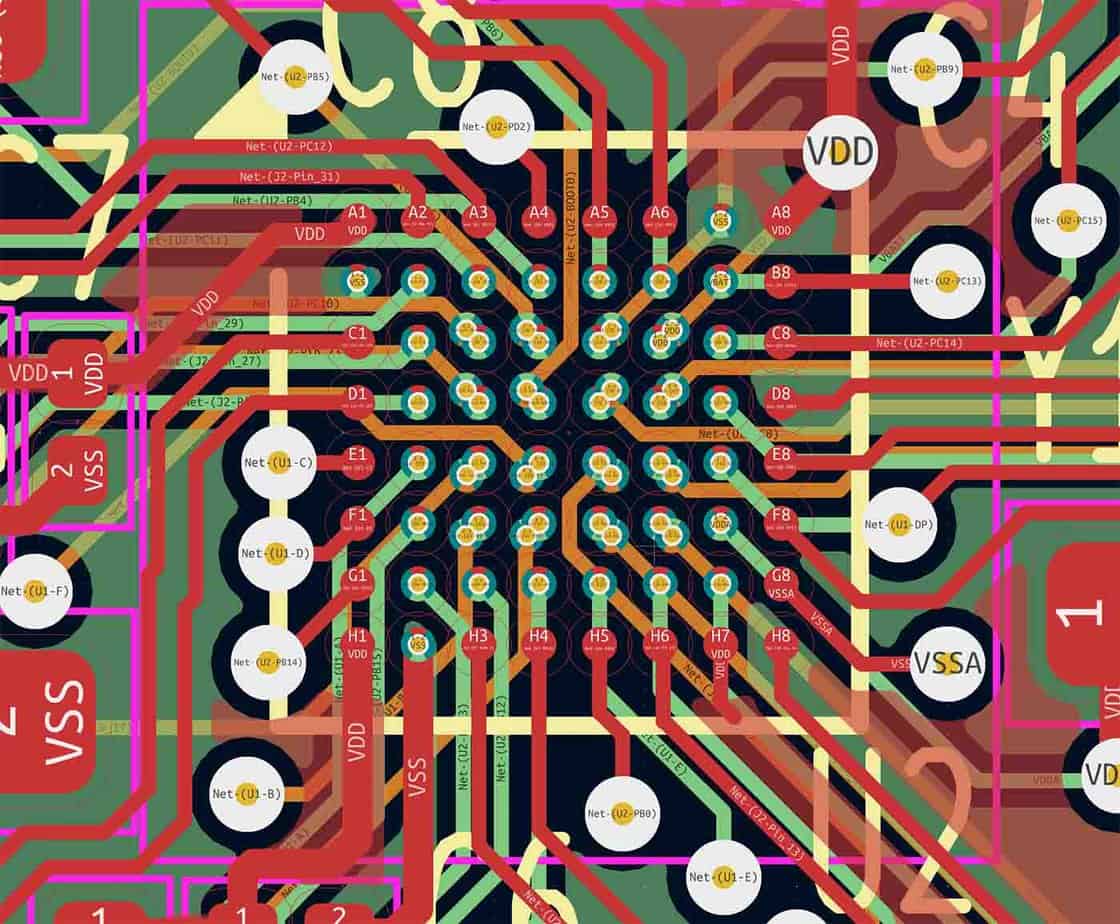
6. ábra. A BGA részletes nézete. Figyeljük meg az L1-L2 mikroviákat a padek közepén, valamint az “eltoltan” elhelyezkedő L2-L3 mikroviákat, amelyek így hozzák létre a lépcsőzetes kialakítást. (Csak az első három réteg látható.)
A 7. ábra egy röntgenképet mutat a forraszpaszta felvitelét követően. Vizsgálni tudjuk a pasztanyomtatás megfelelőségét, nincs-e például elcsúszás vagy túl sok paszta. (Az ilyen ellenőrzésekhez SPI berendezés is rendelkezésre áll, így keresztmetszeti vizsgálat nélkül is lehetőségünk van ellenőrizni a gyártási folyamat során.) A kép érdekessége, hogy a BGA alkatrész beforrasztása előtti állapotot mutatja, így megfigyelhető, hogy a BGA padjai alatti mikroviák milyen kicsik a hagyományos átvezető furatokhoz képest.
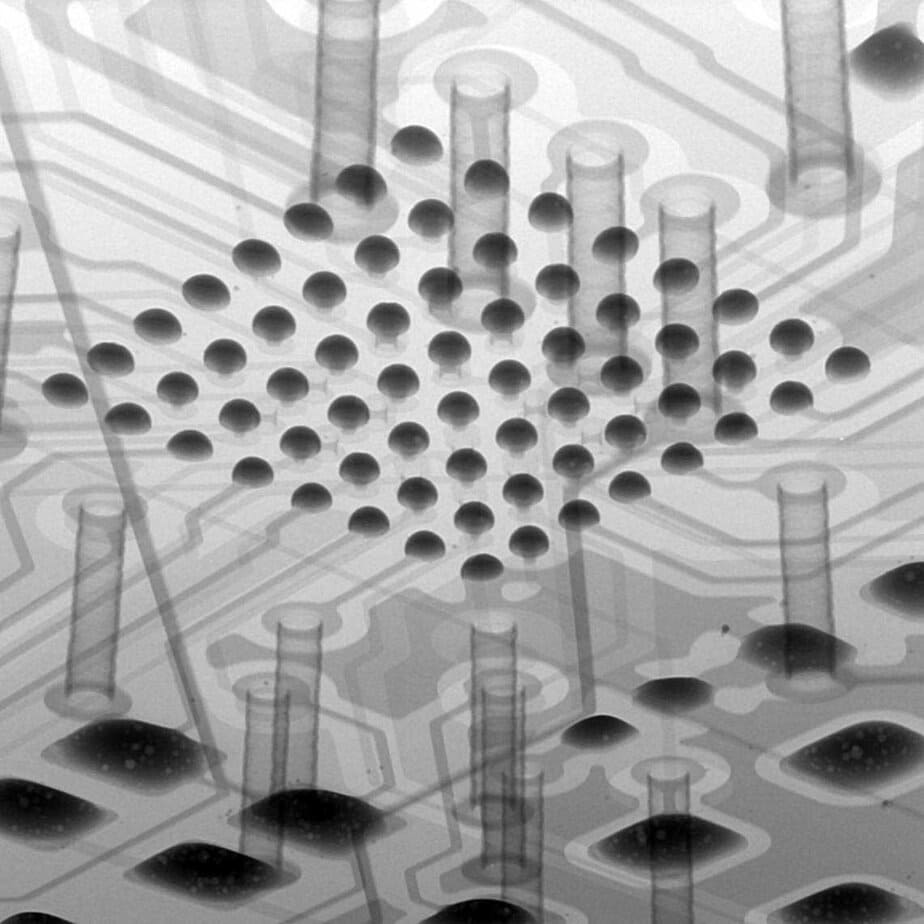
7. ábra. A PCB röntgenképe a forraszpaszta felvitelét követően. Megfigyelhető, hogy a padek alatti apró mikroviák mennyivel kisebbek a hagyományos átvezető furatokhoz képest.
A reflow folyamat során a rézben és a szigetelőanyagban megrekedt levegő, folyadék és szennyeződés kitágul, ezáltal pedig a hibák könnyebben láthatóvá válnak. A panelen négyszer végeztük el a reflow folyamatot néhány alkatrész elhelyezésével, majd röntgen vizsgálatnak vetettük alá. Az eredmény a 8. ábrán látható felülnézetből. (Hasonlítsa össze az 5. ábrával!)
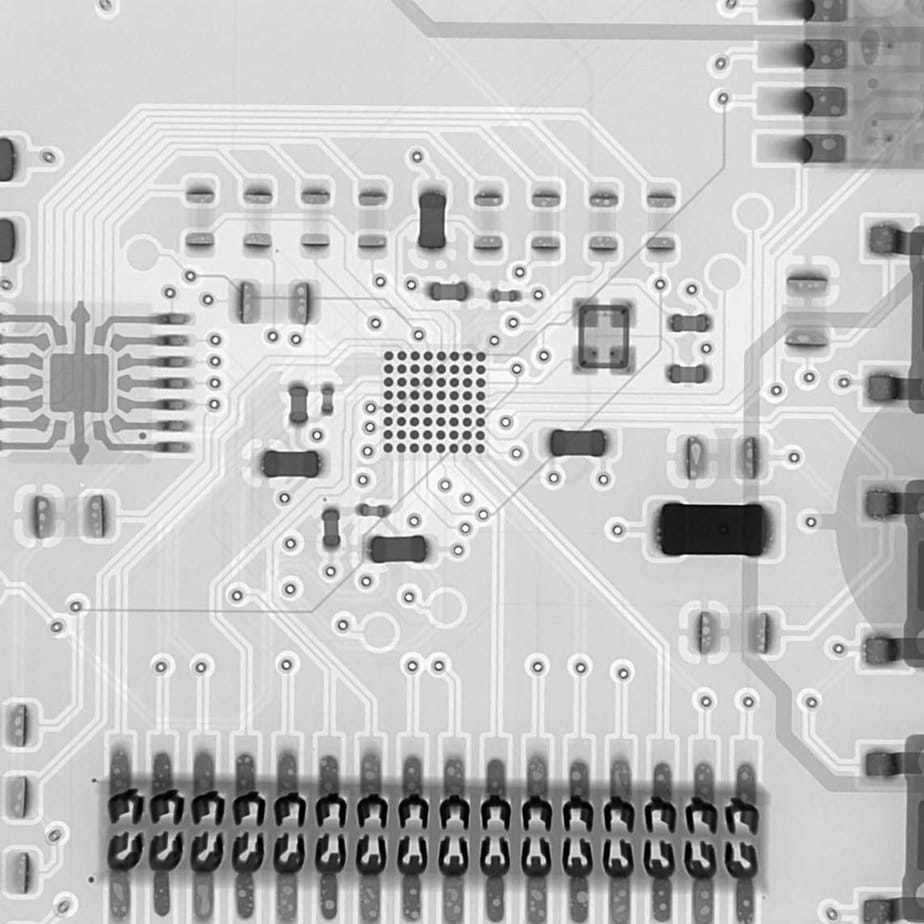
8. ábra. Röntgenfelvétel a legyártott kártyáról a reflow folyamat és néhány alkatrész beültetése után. A BGA alkatrész ott van ugyan, de szinte láthatatlan. Figyeljük meg a 7 szegmenses kijelző chip belső útvonalvezetését is a BGA-tól balra.
Ezután közelebbről is megvizsgáltuk a BGA-t egy olyan szögből, amely részletesebb képet mutat (9. ábra). Az alábbiakat kerestük:
- Rövidzárlatok a padek között, amelyek arra utalhatnak, hogy túl sok forraszpaszta került felvitelre
- BGA illesztési pontatlansága, ugyanis egy bizonyos határértéken túl a forrasz nem képes azt a “helyére” húzni
- Hiányzó vagy hibás forrasztási kötések, amik egy tökéletes gömb formától eltérnek
- A rézben keletkező hibákat, például üregeket (voids)
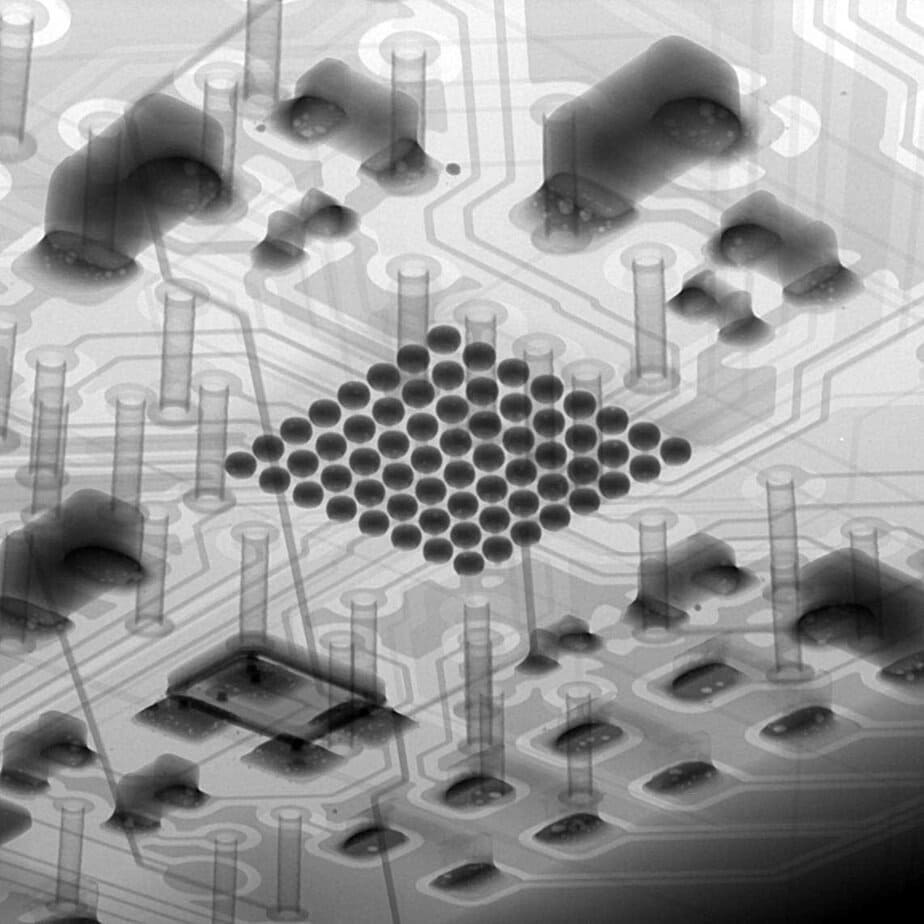
9. ábra. Röntgenfelvétel a BGA forrasztása után. A forraszgömbök nagyobbak, mint a 7. ábrán láthatóak, és nem mutatják az általunk keresett hibák egyikét sem, mint például zárlat, illesztési pontatlanság vagy nem megfelelő forrasztási kötés.
Összegzés
Egy új gyártási szolgáltatás fejlesztése rengeteg tesztet igényel annak biztosítására, hogy a folyamat stabil legyen, különösen a nagy sűrűségű áramköri kialakítások esetén. Az HDI pool szolgáltatás létrehozása során minden eddigi gyártási tapasztalatunkat felhasználtuk, valamint új gépeket szereztünk be, hogy ügyfeleink költséghatékony megoldást kapjanak a finom osztású BGA alkatrészekkel való tervezéshez. Próbálja ki új szolgáltatásunkat Ön is!
Értesüljön legfrissebb híreinkről elsőként! Kövessen minket!










