
Röntgenfúrás (X-ray)
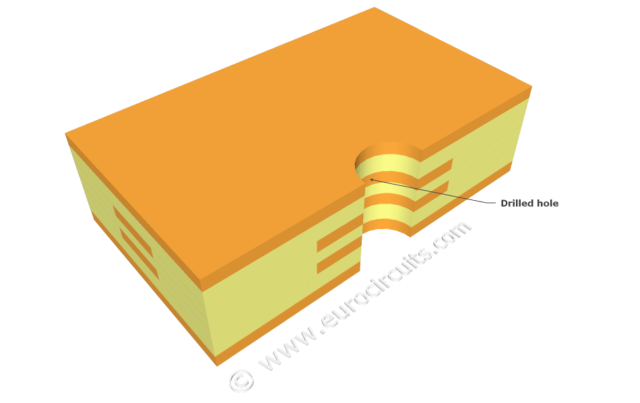
CNC gépek segítségével történik mind az alkatrészfuratok, mind pedig az átvezető furatok kialakítása, amelyek a különböző rétegek elektromos kapcsolatát biztosítják. Többrétegű nyomtatott áramköri lapok esetén, a fúrást egy röntgenfúrás előzi meg, melynek során a gép azonosítja a belső rétegeken kialakított referencia pontokat (target) és ezek pozíciója alapján fúrja ki a panelek rögzítéséhez használt csapfuratokat, ezzel biztosítva, hogy a kialakított furatok helyzetpontossága megfelelő lesz a belső réteg rajzolati rétegéhez képest.
A pakettek előkészítése fúráshoz
Fúráshoz úgynevezett alsó és felső lapot is használnak. A vendégasztalra elsőként az alsólapot helyezik fel, hiszen ez szolgál a szerszámok kifutására. Erre helyezik rá a kifúrandó multilayereket, majd egy alumínium lemezt tesznek a pakett felső részére. Ez az alumínium lemez vezeti meg a fúró szerszámot.
A furatozás kialakítása
A fúrógépek CNC vezérlésűek. A dolgozó kiválasztja az adott gyártási feladathoz készített fúróprogramot, amiben a használandó szerszámátmérők és a furatok X/Y koordinátái szerepelnek. Az Eurocircuits által használt fúrógépek légcsapágyasak, amelyek fordulatszáma elérheti akár a 150000 fordulat/percet is. A magas fordulatszámon történő fúrás biztosítja a tiszta és megfelelő minőségű furatfalat a furatfémezéshez.
A fúrási folyamat lassú, hiszen a furatokat egyesével kell kialakítani. A hatékonyság növelése érdekében, 1-3 panelből álló, úgynevezett pakettekben történik a fúrás. A pakettekben lévő panelek darabszáma, a legkisebb szerszámátmérőtől és a panelek vastagságától függ. 100 mikron átmérőjű a legkisebb általunk kialakítható furat. Csak összehasonlításképpen, az emberi haj körülbelül 150 mikron vastagságú. A fúrószerszámok cseréje automatikusan történik. A fúrógép automatikusan kiválasztja a szükséges fúrószerszámot a tárból, ellenőrzi annak hosszát és átmérőjét, majd feladja azt a fúróorsónak.
A fúrás végeztével, a paketteket eltávolítják a vendégasztalról.
Körbemarás
Préselés során gyanta többlet kerül a panelek szélére. Ezt a többlet gyantát CNC vezérlésű marógépekkel, fúrás után távolítják el. A dolgozó a marógépre helyezi a panelt és betölti a körbemaró programot, ami a marási útvonal koordinátáit tartalmazza. A marógép pedig körbemarja a panelt, ezzel kialakítva a technológiai panel végleges kontúrját. A körbemarás végeztével a panel készen áll a furatfémezésre.



