
Bevezető
A nyomtatott áramköri lap rétegeinek rézvastagsága az alapanyagtól és a gyártási eljárástól függően változik.
A nyomtatott áramköri lap rétegeinek rézvastagságát illetően megkülönböztetjük a következőket:
- Kiinduló réz vagy alapréz vastagság – A beszállítóinktól kapott rézvastagság.
- Végső vagy kész rézvastagság – A kész nyomtatott áramköri lapon lévő réz végleges vastagsága.
Az IPC-4562 és az IPC-A-600 meghatározza mind az alap-, mind a végső réz vastagság elfogadható értékeit és toleranciáit.
Kiinduló vagy alapréz vastagság
Eredetileg az alapréz vastagságát a területre vetített alapsúly alapján határozták meg oz/ft² (oz = uncia és ft = láb) szerint. Ma azonban gyakrabban határozzák meg tényleges vastagságméréssel, például 35 µm.
Hogyan konvertáljuk az oz/ft² értéket tényleges mért vastagságra?
Ez úgy történik, hogy elméletben a réz oz értékét egyenletesen elosztjuk 1 ft²-en, majd megmérjük a réz vastagságát.
Például 1 oz/ft² vastagsága 1.37 mil (0.00137 Inch) vagy 34.798 µm (0.034798 mm).
Mint minden gyártott dolog esetében, itt is van gyártási tűrés, amelyet figyelembe kell vennünk. Az IPC-4562 szabvány az alapanyag gyártója által szállított alapréz vastagságának legfeljebb 10%-os csökkenését teszi lehetővé.
Ez azt jelenti, hogy 34.798 µm (35 µm) vastagságból legalább 31.31 µm vastagság lehet.
1. táblázat: Kiinduló vagy alapréz vastagság
Brit mértékegység |
Tényleges átváltás |
Iparági meghatározott vastagság |
| 3/8 oz | 11.599 µm | 12 µm |
| 1/2 oz | 17.399 µm | 18 µm |
| 1 oz | 34.798 µm | 35 µm |
| 2 oz | 69.596 µm | 70 µm |
Végső vagy kész rézvastagság a nyomtatott áramköri lapon
A nyomtatott áramköri lapok rajzolatkialakításnak két módja van: az első a rajzolatfelvitel utáni maratás, a második pedig a galvanizálás.
Megvilágítás és maratás (Belső rétegek)
Ezt a módszert főként az eltemetett- vagy zsákfuratok nélküli belső rétegeknél vagy olyan nyomtatott áramköri lapoknál használják, amelyek nem trtalmaznak fémezett furatokat (PTH).
Itt a helyzet sokkal egyszerűbb, mivel a belső réteg végső rézvastagságát az alapréz határozza meg, mivel NINCS szükség galvanizálási folyamatra, csak néhány tisztítási és mikromaratási eljárásra, amely egy kicsit csökkentik a kiinduló réz vastagságát.
2. táblázat: Megvilágítás és maratás – Kiinduló és végső rézvastagságok
Iparági meghatározott rézvastagság |
Kiinduló rézvastagság |
Min. végső rézvastagság a feldolgozás után(IPC-A- 600 – 2. osztály) |
| 12 µm | 12 µm | 9.3 µm |
| 18 µm | 18 µm | 11.4 µm |
| 35 µm | 35 µm | 24.9 µm |
| 70 µm | 70 µm | 55.7 µm |
| 105 µm | 105 µm | 86.6 µm |
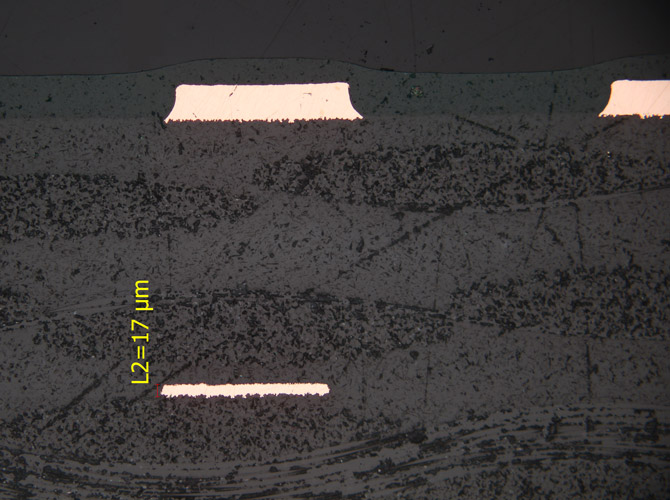
Belső réteg 18 µm-os kiinduló rézvastagsággal
Galvanizálás (Külső rétegek/Fémezett furatok)
Ezt a módszert a fémezett furatokat tartalmazó nyomtatott áramköri lapok esetében vagy olyan belső rétegek esetében használják, melyek eltemetett- vagy zsákfuratokat tartalmaznak, vagy ahol a rendelkezésre álló réznél vastagabb rézre van szükség.
Fémezett furatok esetében a furatok falát galvanizálással legalább 18 µm rézzel fémezzük, ahogyan azt az IPC-A-600 (2. osztály) szabvány meghatározza, azonban az Eurocircuits belső szabályai szerint a furatokat legalább 20 µm rézzel fémezzük, mivel ez biztosítja a jobb minőséget és megbízhatóságot.
A megfelelő kapcsolat biztosítása érdekében hasonló mennyiségű rezet választunk le a külső rajzolati rétegen is, amely a maratás után a vezetőket fogja alkotni.
Fentiek miatt a kiinduló rézvastagságot úgy kell kiválasztani, hogy kisebb legyen a szükséges , végső rézvastagságnál.
A különböző tisztítási és mikromaratási folyamatok során a rézvastagság csökken. A galvanizálás pedig növeli a rézvastagságot, amit azonban a PCB rézeloszlása nagy mértékben befolyásolni tud. Amennyiben a rézeloszlás nem egyenletes, akkor a réz leválás mennyisége a nyomtatott áramköri lapon eltérő lesz. A PCB bizonyos területein vastagabb, más részein pedig vékonyabb lehet a rézvastagság.
Hasznos link:
Megfelelő rézeloszlás biztosítása
3. táblázat: Galvanizálás – Kiinduló és végső rézvastagságok
Iparági meghatározott rézvastagság |
Kiinduló rézvastagsáág |
Kitűzött galvánréz célvastagságunk |
Névleges végső rézvastagságunk(Becsült érték) |
Min. végső rézvastagság a feldolgozás után(IPC-A-600 – 2. osztály) |
| 30 µm | 12 µm | 20 µm | 30µm | 29.3 µm |
| 35 µm | 18 µm | 20 µm | 35µm | 33.4 µm |
| 70 µm | 35 µm | 20 µm | 60µm | 47.9 µm |
| 105 µm | 70 µm | 20 µm | 95µm | 78.7 µm |
| 140 µm | 105 µm | 20 µm | 130µm | 108.6 µm |
Megjegyzések:
- Amennyiben a rézvastagság kritikus pont nyomtatott áramköri lapja esetében és például 70 µm-os minimális végrézvastagságra van szüksége, akkor javasoljuk, hogy 70 µm-os kiinduló rézvastagságot válasszon.
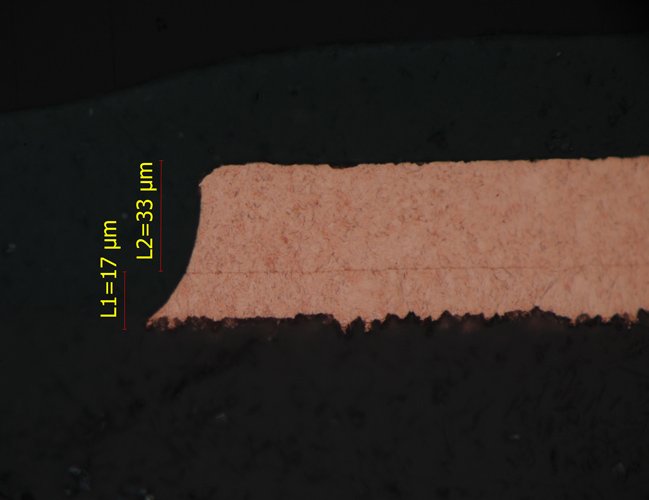 Külső réteg 18 µm-os kiinduló rézvastagsággal |
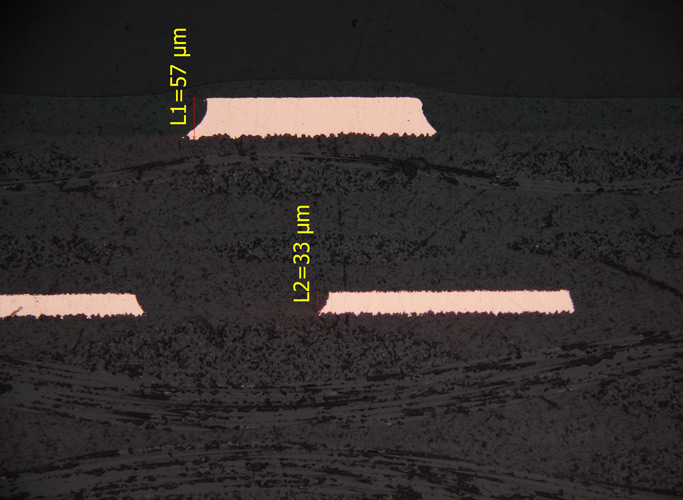 Külső és belső rétegek 35 µm-os kiinduló rézvastagsággal |
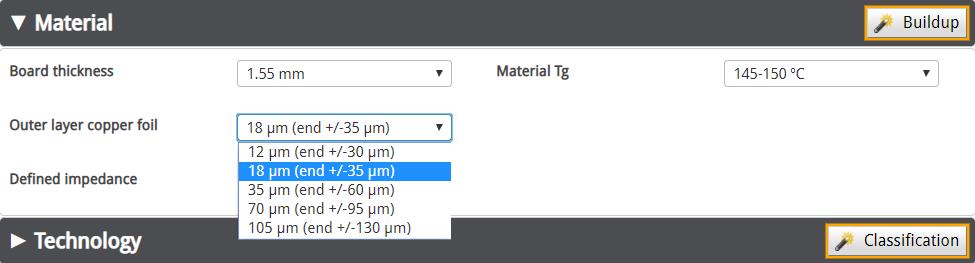
- A PCB árkalkulátorban a kiinduló rézvastagság kiválasztásakor (“Külsőréteg rézfólia / Belsőréteg rézfólia”) zárójelben a névleges végső rézvastagságunk becsült értéke is látható. Például a 18 µm-os kiinduló réznek 35 µm a névleges végső végrézvastagsága.
Felmerülhet a kérdés, hogy a végleges rézvastagságként miért becsült értéket adunk meg. A 3. táblázatban a “Névleges végső rézvastagságunk” oszlopban szerepelnek ezek az adatok.
Ez elsősorban azért van, mert a galvanizálás nem annyira precízen szabályozható folyamat, mint például a fúrás, illetve számos tényező befolyásolja a végső rézvastagságot. Az IPC-A-600 szabvány is csak a minimális rézvastagságot követeli meg.
Például egy 18 µm-os kiinduló rézvastagságnak legalább 33.4 µm-os végső rézvastagsággal kell rendelkeznie (2. osztály). Az általunk feltüntetett 35 µm névleges végső rézvastagság megközelítőleges értéket jelent, ami a gyártási tapasztalatainkon alapul. Előfordulhat azonban, hogy a rézvastagság ennél valamelyest több lesz, de 33.4 µm-nál garantáltan nem lesz kevesebb.
Amennyiben 70 µm-os kiinduló rézvastagságot választunk, akkor az IPC-A-600 (2. osztály) szabvány szerint legalább 78.7 µm-os végső rézvastagsággal kell rendelkeznie a nyomtatott áramköri lapnak. Itt 95 µm névleges végső rézvastagot adunk meg, szintén gyártási tapasztalataink alapján. Ez ismét megközelítőleg értendő, a garantált érték ezúttal is a minimális 78.7 µm vastagság.
Miért nem tudják tehát a gyártók garantálni a végső rézvastagságot?
A végső rézvasstagságot számos tényező befolyásolja galvanizálás esetén:
- Az alapréz vastagság akár -10%-os toleranciája
- A kiválasztott kiinduló rézvastagság
- A szükséges tisztítási folyamatok száma (mindegyik eltávolít egy kis mennyiségű rezet)
- A nyomtatott áramköri lap rézeloszlása (Bővebben: Megfelelő rézeloszlás biztosítása)
- A galvanizálási folyamat tűrései
- Stb.
Célunk minden esetben az, hogy a nyomtatott áramköri lapokat a lehető legközelebb szállítsuk a kívánt specifikációhoz, az IPC szabványok által meghatározott megengedett tűréshatárokon belül.
Amennyiben többet szeretne megtudni arról, hogyan végzünk csiszolati vizsgálatokat, nézze meg az alábbi rövid videót.


