
A nyomtatott áramköri lapok többsége forrasztásgátló lakkal fedett.
A lakkozás az áramkörök mindkét oldalát fedi, ezzel megvédve az alatta lévő rézfelületet, illetve megakadályozva az ültetés közbeni zárlatosodást.
A panelek felületéről először eltávolítják az esetleges szennyeződéseket, egy felület előkészítő berendezés segítségével, majd így kerülnek be a tisztatérbe.
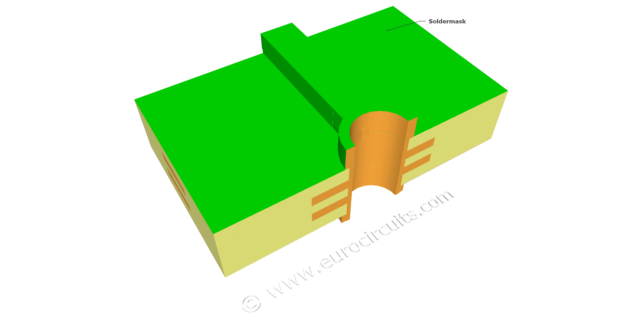 A tisztatérben, a lakkozás megkezdése előtt, a paneleket még egyszer utoljára megtisztítják, hogy eltávolítsák róluk az esetlegesen rajtuk maradt szennyeződést (port). A lakkozó berendezés (vertikális szita) a panel mindkét oldalát egyszerre húzza be forrasztásgátló lakkal. Az egymást követő kétszeri behúzás garantálja, hogy a lakk tökéletesen fedje a vezetőket, amelyek most már 35-40 mikronnal magasabbak, mint a rajzolatmentes területek.
A tisztatérben, a lakkozás megkezdése előtt, a paneleket még egyszer utoljára megtisztítják, hogy eltávolítsák róluk az esetlegesen rajtuk maradt szennyeződést (port). A lakkozó berendezés (vertikális szita) a panel mindkét oldalát egyszerre húzza be forrasztásgátló lakkal. Az egymást követő kétszeri behúzás garantálja, hogy a lakk tökéletesen fedje a vezetőket, amelyek most már 35-40 mikronnal magasabbak, mint a rajzolatmentes területek.
A paneleket kocsikra gyűjtik, majd egy előégetés következik az alagútkemencében, melyben a forrasztásgátló lakk részben kikeményedik. Ez után a dolgozó ellenőrzi, hogy a lakkozás minősége megfelelő és egységes-e a panel felületén.
A következő lépés a lakkal fedett panelek megvilágítása, amihez UV fénnyel dolgozó, két asztalos megvilágító berendezést használnak. A dolgozó először az egyik oldali filmet helyezi fel a megvilágító asztal csapjaira, ezt követi a lelakkozott panel, majd a másik oldali film. Megvilágítás előtt még ellenőrzik, hogy a lakkfilm tökéletesen illeszkedik-e a panel rajzolatához. A lakk helyzetpontosságának 50 mikronon belülinek kell lenni a rajzolati elemekhez viszonyítva. Hasonló módon, mint a külső réteg rajzolatfelvitelnél, az UV fény hatására, a forrasztásgátló lakk megvilágított részei kikeményednek és leoldhatatlanná válnak. A művelet során azokat a területeket világítják meg UV fénnyel, ahol a kész nyomtatott áramköri lapot forrasztásgátló lakk kell hogy fedje.
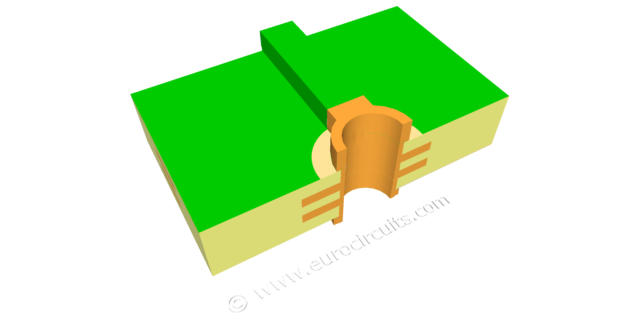 A tisztatérből a lakkhívó berendezésen keresztül jutnak ki a panelek, melynek során eltávolításra kerül a panel felületéről, a ki nem keményedett forrasztásgátló lakk. Ezt követően, hogy a lakkozás elérje a megfelelő keménységet és tapadást, egy beégetési lépés következik. A forrasztásgátló lakk beégetéséhez horizontális kemencét használnak. Beégetés előtt azonban egy gyártásközi ellenőrzés (retus) következik, ahol ellenőrzik a lakkréteg helyzetpontosságát és megbizonyosodnak arról, hogy nem maradt forrasztásgátló lakk a forrasztási felületeken vagy a furatokban, hiszen egy vékony réteg lakk is forrasztási problémát okozhat a kész nyomtatott áramköri lapon.
A tisztatérből a lakkhívó berendezésen keresztül jutnak ki a panelek, melynek során eltávolításra kerül a panel felületéről, a ki nem keményedett forrasztásgátló lakk. Ezt követően, hogy a lakkozás elérje a megfelelő keménységet és tapadást, egy beégetési lépés következik. A forrasztásgátló lakk beégetéséhez horizontális kemencét használnak. Beégetés előtt azonban egy gyártásközi ellenőrzés (retus) következik, ahol ellenőrzik a lakkréteg helyzetpontosságát és megbizonyosodnak arról, hogy nem maradt forrasztásgátló lakk a forrasztási felületeken vagy a furatokban, hiszen egy vékony réteg lakk is forrasztási problémát okozhat a kész nyomtatott áramköri lapon.


